従来工法との比較
従来工法の現場ブラスト工法から、ハンディタイプの電動工具を用いた素地調整と「ヒットロック®K」の塗布に変更することにより以下3つのメリットを得ることができます。
①工期短縮と経済性向上
・摩擦面処理作業の効率に優れ、施工性が向上する。
・工期の短縮だけでなく軽微な設備、工具で工事ができ、経済性の向上が図れる。
②品質向上
・安定した発錆およびすべり係数を確保することができ、摩擦面処理の品質向上が図れる。
③周辺環境への負荷軽減
・ブラスト処理時に発生する研磨剤の回収が不要になる。
・作業時の騒音も小さくなる為、近隣住民への騒音、周辺環境への影響抑制が図れる。
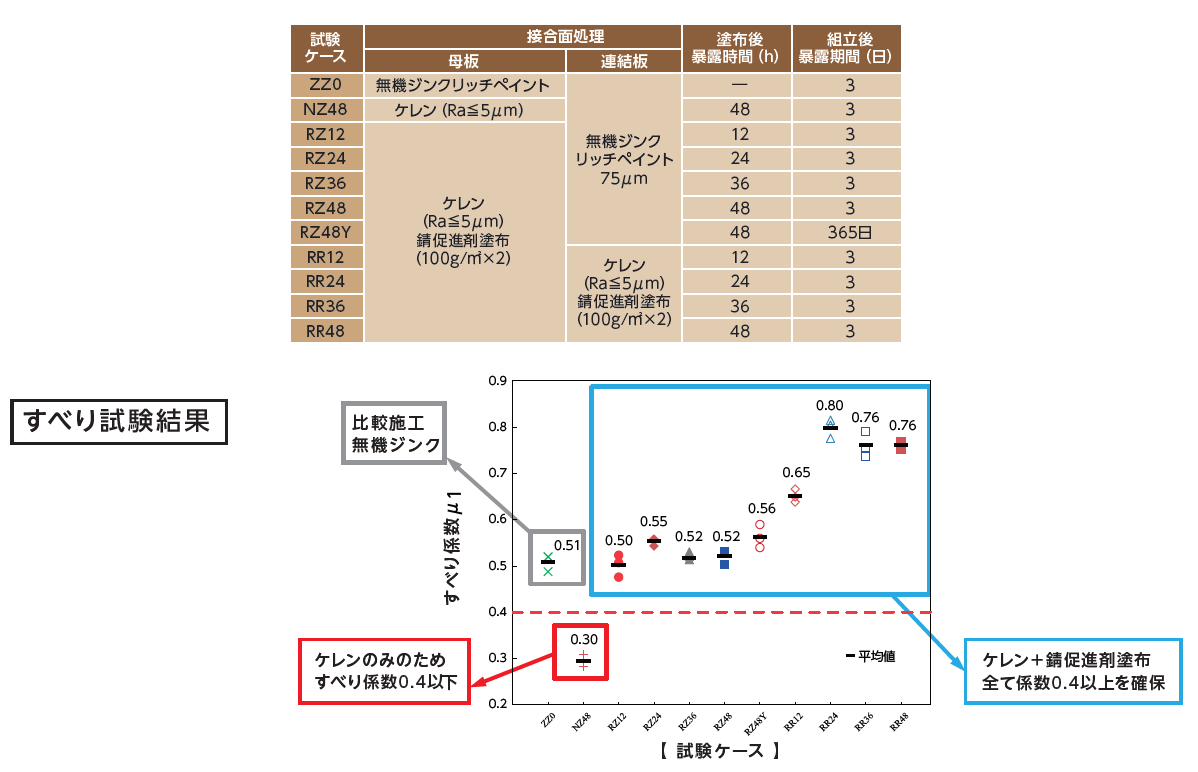
※ 開発時のすべり試験において、2種ケレン相当の素地調整ではすべり係数0.4以上を確保できないことが 確認されています。
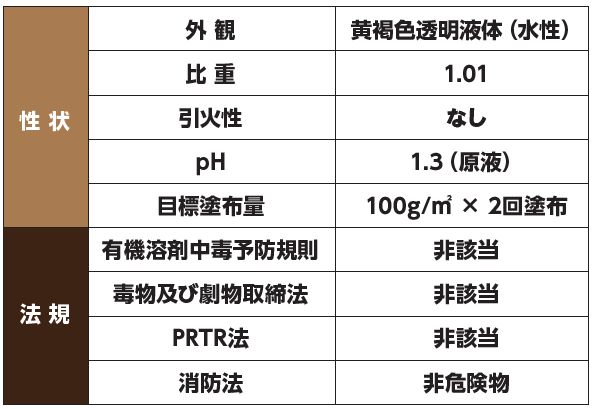
製品仕様
施工手順
①準備
●作業工具、ヒットロックⓇK等の準備を確認する。
➁範囲確認
●素地調整を行う位置、範囲を確認する。
素地調整範囲は接合面+余幅(20㎜程度)とする。
余幅については、管理者基準がある場合はそちらを準用する。
③罫書作業(マスキング)
●素地調整範囲を罫書し、接合面周辺をマスキングする。
④素地調整
●ディスクグラインダー等を用いて、1次調整を行う。
●ダブルアクション(番手40番)を使用し、仕上げケレンを行う。
●シンナー等を用いて仕上げ面に残った塗料や削りカスを拭き取り、十分に乾燥させる。
⑤錆促進剤の塗布
●刷毛を用いて、ヒットロックⓇKを100g/㎡を2回塗布する。
2回目の塗布については、1回目に塗布した表面が乾いたことを確認した後に行うこととする。
※低温多湿環境条件では十分に錆が発生しない恐れがあります。
⑥暴露
●24時間以上暴露する。
※塗布後6時間以内は、雨雪が掛からないようにしてください。
⑦発錆の確認
●発錆した赤錆の状況を目視で確認する。
性能試験結果について知りたい
既設鋼構造物での施工条件を再現するため、以下の様に条件を変化させた試験体を作製し、発錆後のすべり係数測定を行った。その計測結果を以下に示す。
注意事項について知りたい
●気温5℃以下、湿度80%RH以上の場合は、必要とするすべり係数値が確保されない場合があります。
●周辺機器などの金属部分、塗装面に付着しないようにしてください。付着した場合はすぐに拭き取り水で洗い流してください。
●酸性液であるため、アルカリ性の製品との接触を避けてください。
●ヒットロックKは新設の鋼構造物への適用は絶対におやめください。




 お問合せ
お問合せ